【图文详解】电控柜接线工艺规范与实操指南

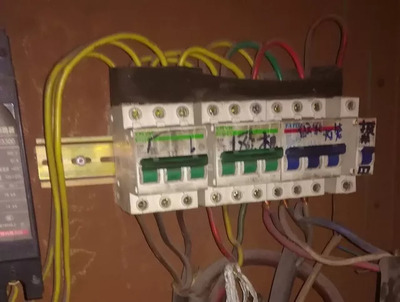
在现代工业自动化系统中,电控柜作为电气控制的核心单元,其内部接线的工艺质量直接关系到整个系统的稳定性、安全性及使用寿命。规范的接线工艺不仅能确保设备高效可靠运行,也便于后期的维护与故障排查。本文将结合图文,详细阐述电控柜接线应遵循的关键工艺规范。
一、前期准备与规划
- 图纸确认:施工前必须仔细阅读电气原理图、接线图及布置图,明确元件位置、线路走向及端子标识。
- 工具与材料:准备齐全的压线钳、剥线钳、螺丝刀、号码管打印机、线槽、扎带、冷压端子及不同规格的导线。确保所有材料(如导线颜色)符合相关国家标准或行业规范。
- 布局规划:根据图纸,在柜内合理规划强弱电走线路径,通常要求分开布置,避免干扰。线槽安装应横平竖直,为布线留出充足空间。
二、导线处理与连接工艺
1. 剥线:使用合适的剥线工具,剥除绝缘层的长度需与所用接线端子的压接部位匹配,通常裸露铜芯长度以插入端子后露出1-2mm为宜,避免过长导致短路或过短影响接触。
2. 压接端子:对于需接入端子排或元器件的导线,必须使用与线径匹配的冷压端子。压接时,应使用专用压线钳,确保压接牢固、接触面大,且不损伤导线。压接后应无铜丝散出。
- 套标号管:每根导线两端必须在靠近端子处套上清晰、永久的标号管,标识内容需与图纸完全一致。标号方向应统一,便于阅读。
三、布线工艺要求
- 横平竖直:所有导线应在线槽内或沿安装板敷设,做到横平竖直、整齐美观。转弯处应成直角,弯曲半径一般不小于线径的2倍。
- 分层分束:
- 强弱电分离:交流动力线(强电)与直流信号线、通信线(弱电)必须分开走线,最小间距建议在20cm以上,或采取金属隔板隔离,以防电磁干扰。
- 分束绑扎:同一路径的导线应使用尼龙扎带捆扎成束,松紧适度,不损伤绝缘层。线束应牢固固定,避免悬空。
- 预留余量:导线接入端子或元件时,应在根部预留适当余量(通常可有一个自然的“S”弯),避免因受力或振动导致连接点松动。但线槽内不应过于拥挤,余量需合理控制。
四、接地与安全规范
- 保护接地:电控柜金属壳体、安装板、门等必须与接地母线可靠连接,接地线应使用黄绿双色线,且线径符合规范。
- 工作接地:控制系统所需的参考零电位点(如24V电源负极)应单点接地,避免地环路干扰。
- 安全间距:不同电压等级的端子之间、带电部件与接地金属之间应保持足够的电气间隙和爬电距离,具体数值需参照相关安全标准。
五、检查与测试
接线完成后,必须进行系统性检查:
- 直观检查:核对所有接线是否与图纸一致,标号是否清晰正确,螺丝是否拧紧,有无毛刺或裸露铜丝。
- 通路测试:使用万用表通断档,检查每条回路是否导通正常,有无短路、断路。
- 绝缘测试:用兆欧表测量各回路之间及各回路对地的绝缘电阻,通常要求不低于1MΩ。
###
电控柜接线是一项细致严谨的工作,"三分设计,七分施工"。严格遵守工艺规范,打造整齐、可靠、安全的接线,是保障自动化设备稳定运行的基石。通过规范的实操与不断的经验积累,才能有效提升电控系统的整体质量与可靠性。
如若转载,请注明出处:http://www.xmznd.com/product/646.html
更新时间:2026-02-18 00:18:46